





产品展示
德国CR-100硬铬电镀工艺
CR-100是最新型硬铬电镀的催化剂,它是高新技术和创造思维的结晶,比传统的硫酸盐镀液相比具有光亮度更好,裂纹数更多,电流密度更广,覆盖能力更强。
一、工艺特点:
1.阴极电流效率高,可达23-25%;.沉积速度快,是一般普通电镀铬的2-3倍
2.不含氟化物,对工件的低电流区无腐蚀,对阳极无腐蚀。
3..镀层平滑,结晶细致光亮;高镀层硬度,可达1000-1100VPN
4.微裂纹可达100-150条/厘米,明显提高防腐能力。
5.镀层厚度均匀,无高电流区沉积过厚
6.镀液维护简单,操作容易
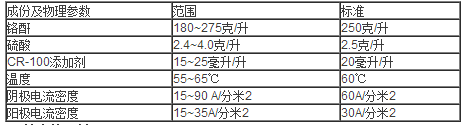
二、镀液配方和操作工艺:
三、 镀液的配制
1、在槽中放入2/3的去离子水,按工艺要求计算,将所需的铬酸、硫酸加入镀槽中。
2、、再将CR-100全光亮硬铬添加剂加入镀槽,添加去离子水,至所需之液位高度。
3、加热至55~60℃。
4、分析硫酸浓度、铬酸浓度,并调整至工艺规范。
5、电解4~6小时。
6、加入适宜的铬雾抑制剂
7. 开始试镀
四、设备:
镀槽:铁槽内衬软PVC或其它认可材料。
阳极:含锡7%铅锡阳极或其它认可材料。
整流器:输出电压可达9-16伏较适宜,输出电流波纹率最好在5%以下。
温度控制:采用热交换器或冷却管,建议采用钛管或金属披覆聚四氟乙烯。
五、转缸及前处理:
传统的硬铬液转为HC-100工艺简单,将镀液送交本厂化验。
确认无机杂质小于7.5克/升,同时不含氟化物即可,HC-100工艺的前处理同一般传统镀铬相同无需特殊处理。
六、槽液维护:
CR-100用于槽液之补充添加,按每100公斤铬酐补充5.5公斤

